Правильный монтаж и прогрев кварцевых трубок в печи
Содержание
- 1. Почему режим критичен, термоудар и ТКЛР
- 2. Подготовка трубки перед установкой
- 3. Монтаж кварцевой трубки в печь пошагово
- 4. Первый прогрев новой трубки, ступенчатый режим
- 5. Рабочий цикл и охлаждение
- 6. Кристобализация и помутнение, как их замедлить
- 7. Типичные ошибки монтажа и прогрева
- 8. Итоговая таблица режима и чеклист монтажа
- 9. Частые вопросы (FAQ)
- 9.1. Как установить кварцевую трубку в печь?
- 9.2. С какой скоростью нагревать кварцевую трубку?
- 9.3. Нужно ли прогревать новую кварцевую трубку?
- 9.4. Почему кварцевая трубка треснула при нагреве?
- 9.5. Какую температуру выдерживает кварцевая трубка?
- 9.6. Можно ли быстро охлаждать кварцевую трубку?
- 9.7. Как избежать помутнения (кристобализации) трубки?
Монтаж и прогрев кварцевых трубок начинается с горизонтальной установки без защемления концов: торцы закрывают керамическими заглушками, между стенкой и нагревателями оставляют зазор, а один конец оставляют свободным для термического расширения. Первый прогрев новой трубки ведут ступенчато со скоростью 10-15°C/мин, с выдержками на промежуточных ступенях. Охлаждение проводят с той же скоростью, без резкого выноса горячей трубки из зоны нагрева.
Рабочая температура кварцевого стекла доходит до 1200°C, размягчение наступает при 1550°C. При 1200°C трубку держат под нагрузкой не дольше 3 часов подряд, иначе ускоряется расстекловывание поверхности. Плотность материала 2.20 г/см³, ТКЛР равен 5.5×10⁻⁷ K⁻¹, что и объясняет высокую стойкость к перепадам.
Большинство трещин при эксплуатации вызвано термоударом и жёсткой фиксацией, а не «плохим стеклом». Резкий градиент температуры по стенке создаёт растягивающие напряжения, которых материал не выдерживает. Второй частый источник разрушения (механическое напряжение от жёстко зажатых с двух сторон концов при нагреве) проявляется на первом же выходе на температуру. Соблюдение скорости нагрева, чистота поверхности и свобода расширения устраняют обе причины, и ниже эти правила собраны в единую последовательную процедуру.
Почему режим критичен, термоудар и ТКЛР

Кварцевое стекло выдерживает многократно больший перепад температур, чем боросиликатное
ТКЛР кварцевого стекла (аморфного SiO₂) равен 5.5×10⁻⁷ K⁻¹. Малый коэффициент означает, что при нагреве материал расширяется слабо, и именно поэтому кварц переносит перепады температур, губительные для обычного стекла. Стойкость эта не безгранична. При резком градиенте наружная поверхность стенки нагревается быстрее ядра, расширяется сильнее и тянет за собой ещё холодные внутренние слои. Возникают растягивающие напряжения, а к растяжению стекло слабее всего. Когда напряжение превышает предел прочности, идёт трещина.
Для сравнения: боросиликатное стекло имеет ТКЛР 33×10⁻⁷, почти в шесть раз выше, и рабочую температуру до 500°C. При одинаковом перепаде оно накапливает во столько же раз большие напряжения, поэтому его нельзя ни быстро греть, ни выводить на высокие температуры. Кварцевая трубка выдерживает то, что боросиликат не переживёт, но только при контролируемой скорости.
Почему тогда трескаются даже кварцевые трубки? Причина почти всегда в скорости, а не в марке. Перепад в сотни градусов за минуту создаёт градиент по толщине стенки, и напряжение локализуется у поверхности. Толстостенная трубка при прочих равных прогревается неравномернее тонкостенной, поэтому её греют медленнее. Величина возникающего напряжения прямо связана с произведением ТКЛР на перепад температуры, отсюда и жёсткое ограничение по скорости. Физика термоудара кварцевой трубки подробно разобрана в материале Термоудар кварцевого стекла.
Подготовка трубки перед установкой
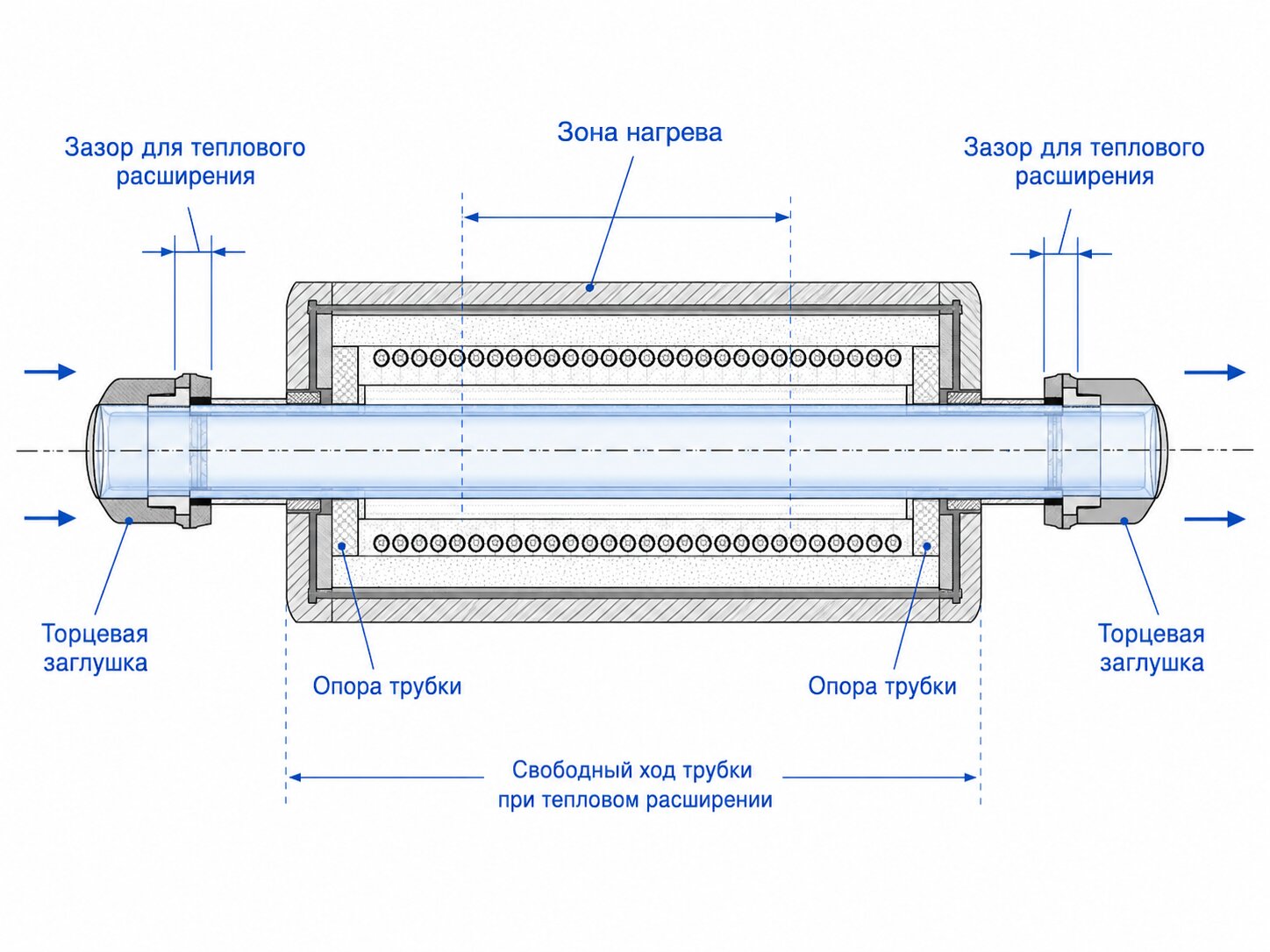
Правильное положение трубки в печи: зазор на торцах компенсирует тепловое расширение
Кристаллизацию поверхности запускают загрязнения и следы металлов, поэтому подготовка идёт до первого нагрева. Натрий с кожи рук, железо, пыль и жировые плёнки становятся центрами кристобализации при высокой температуре, локально переводя аморфный SiO₂ в кристаллическую фазу. Убрать их после прогрева уже нельзя, а закристаллизованный участок не восстанавливается.
Перед монтажом трубку готовят по пунктам:
- осмотр всей поверхности на сколы, царапины и микротрещины (любой дефект работает концентратором напряжений);
- очистка стенки от загрязнений до прогрева, поскольку остатки становятся центрами кристаллизации;
- работа в чистых перчатках, чтобы натрий с кожи не запускал расстекловывание;
- полная сушка после промывки, без разводов и капель;
- подбор марки и толщины стенки под конкретный тепловой режим заранее.
Марка выбирается по задаче. Прозрачные КУ-1 и КУ-2, а также КВ и КИ по ГОСТ 15130-86 различаются по содержанию примесей и гидроксильных групп, а значит по стойкости к расстекловыванию и по прозрачности в разных диапазонах. КУ-1 с минимальным содержанием примесей уместен там, где важна прозрачность в ультрафиолете, тогда как для чисто термических задач подходит более доступный вариант. Мы подбираем трубку под тепловой режим по толщине стенки заранее: под частое термоциклирование берём меньшую стенку, потому что тонкая стенка прогревается равномернее и накапливает меньший градиент. Под редкие статические выходы на максимум, наоборот, запас по толщине оправдан.
Монтаж кварцевой трубки в печь пошагово
Свобода термического расширения остаётся главным требованием сборки. Монтаж кварцевой трубки в трубчатую печь ведут по строгой последовательности, где каждый шаг снимает один из источников напряжения. Пропускать шаги нельзя: любой из них отвечает за отдельную причину растрескивания.
- Уложите трубку строго горизонтально, проверив отсутствие перекосов; ось трубки должна совпадать с осью печи.
- Исключите механические напряжения на входе: трубка не должна опираться на нагреватели или упираться в стенки камеры под нагрузкой.
- Наденьте керамические заглушки на оба торца: они защищают уплотнительные кольца фланца от прямого перегрева.
- Выдержите зазор между стенкой трубки и нагревательными элементами, чтобы исключить локальный перегрев и точечный градиент.
- Зафиксируйте только один конец, оставив второй подвижным; жёсткое защемление обоих концов при нагреве создаёт продольное напряжение и ломает трубку.
- Проверьте посадку фланцев и уплотнений: перетянутый узел передаёт нагрузку на стекло.
Ошибка на этом этапе проявляется не сразу, а на первом же выходе на температуру. Продольное расширение трубки длиной до 3000 мм при нагреве до 1200°C измеряется миллиметрами, и этому ходу нужна свобода.
Первый прогрев новой трубки, ступенчатый режим

Ступенчатый режим первого прогрева кварцевой трубки с контролируемой скоростью 10–15 °C/мин
Остаточные напряжения после формовки и адсорбированные газы на поверхности снимаются первым прогревом. Пропуск этого шага повышает риск разрушения при выходе на рабочий режим. Скорость нагрева кварцевой трубки при первом прогреве держат в пределах 10-15°C/мин, с выдержками на промежуточных ступенях.
Ступенчатый режим даёт стенке выровнять температуру по толщине перед следующим шагом. Ориентировочные ступени:
- 200°C: выдержка для завершения десорбции влаги и обезгаживания поверхности;
- 600°C: выдержка для выравнивания температурного поля по длине трубки;
- рабочая температура: выход на режим после стабилизации показаний.
Длительность выдержки зависит от диаметра и толщины стенки: чем массивнее трубка, тем дольше ступень. Толстостенную трубку большого диаметра выдерживают на ступени дольше, тонкостенную образцовую прогревают заметно быстрее. Первый прогрев кварцевой трубки не форсируют даже при явном запасе по времени. Разница между нагревом за 40 минут и за 15 минут оборачивается разницей между целой трубкой и трещиной у фланца.
Рабочий цикл и охлаждение
Расстекловывание при длительном удержании максимума ограничивает рабочий цикл. При 1200°C трубку держат не более 3 часов подряд, после чего поверхность начинает кристаллизоваться быстрее допустимого. Если процесс требует больше времени, режим разбивают на циклы с промежуточным снижением температуры.
Охлаждение кварцевой трубки ведут со скоростью 10-15°C/мин, симметрично нагреву. Горячую трубку нельзя быстро вынимать из печи или обдувать: перепад между поверхностью и ядром при резком охлаждении создаёт те же растягивающие напряжения, что и при быстром нагреве, только теперь снаружи стенка сжимается сильнее. Скорость нагрева кварцевой трубки и скорость охлаждения задают один и тот же порог термостойкости с двух сторон. Естественное остывание печи с закрытой дверцей почти всегда безопаснее любого принудительного, поэтому трубку оставляют внутри до снижения температуры.
При термоциклировании требование о свободе расширения сохраняется на каждом цикле. Жёстко зафиксированные с двух сторон концы при многократном нагреве и остывании накапливают усталостное напряжение в стенке. Один конец оставляют подвижным всегда. По ГОСТ 8680-58 термостойкость нормируют как 15 циклов резкого перепада 800°C в воду 20±2°C для стенки не толще 2.5 мм, и этот показатель служит ориентиром для оценки запаса при циклической работе.
Кристобализация и помутнение, как их замедлить
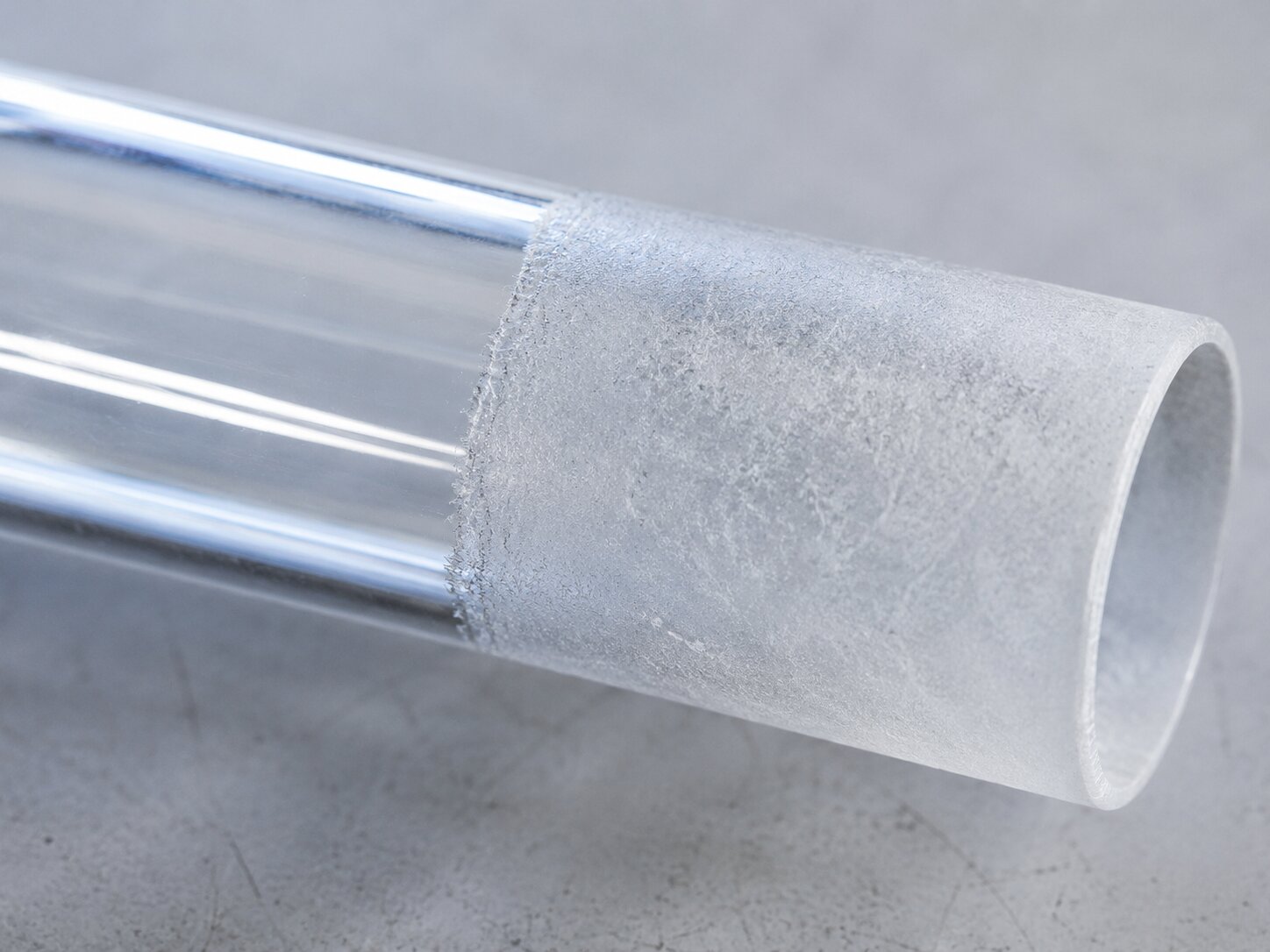
Граница между прозрачным кварцем и зоной кристобализации при перегреве
Поверхность аморфного SiO₂ при высокой температуре перестраивается в кристобалит — кристаллическую фазу того же оксида. Процесс идёт с поверхности внутрь и проявляется помутнением, потерей прозрачности, микротрещинами матового слоя. Первым признаком служит потеря блеска на участках, ближайших к нагревателям. Опасность не только в оптике: при остывании кристобалит проходит инверсию в диапазоне 200-270°C со скачком объёма около 3%, и этот скачок рвёт закристаллизованный слой, роняя прочность стенки.
Скорость роста кристобалита задают примеси и среда. Щёлочи, железо, ржавчина резко ускоряют расстекловывание, работая центрами кристаллизации. Гидроксильные группы тоже вносят вклад: по отраслевым оценкам, при содержании OH выше 30 ppm и температуре выше 1050°C скорость роста слоя возрастает ориентировочно на 30-45%. Отсюда выбор марки с низким OH для долгих высокотемпературных задач. Наибольшую опасность инверсия кристобалита при 200-270°C представляет на этапе остывания, когда закристаллизованный слой уже сформирован, а стенка проходит через этот диапазон.
Поскольку помутнение кварцевой трубки начинается на поверхности, защита сводится к чистоте. Убранные до прогрева загрязнения, перчатки против натрия с кожи и отсутствие контакта с железом замедляют кристаллизацию сильнее любого другого приёма. Трубку, уже покрытую матовым налётом, вернуть в прозрачное состояние нельзя.
Типичные ошибки монтажа и прогрева
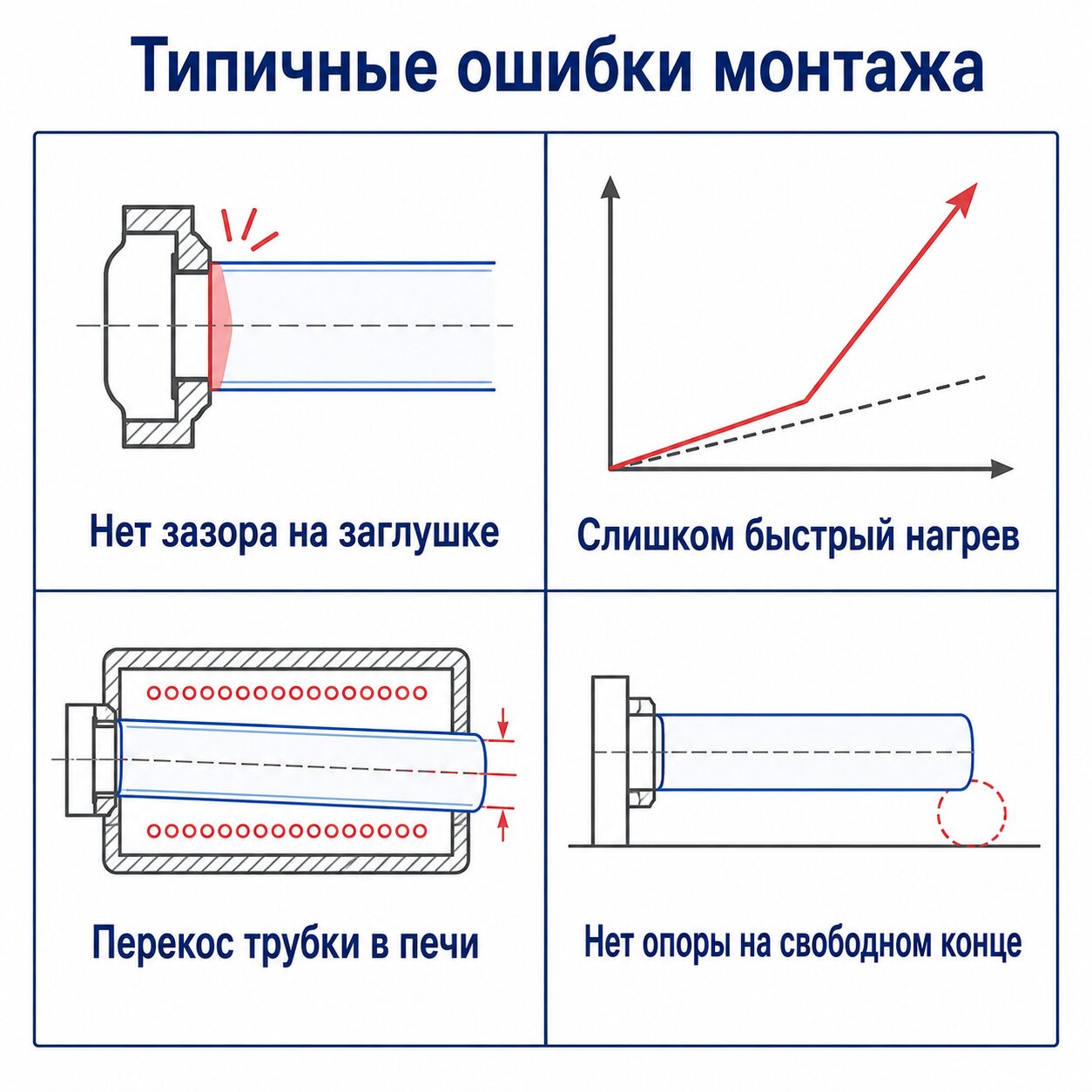
Четыре частые причины растрескивания и деформации кварцевой трубки
Разрушение трубки почти всегда сводится к одной из повторяющихся ошибок монтажа и прогрева. Каждая имеет прямое следствие и однозначное правильное действие, а вместе они покрывают подавляющую долю случаев преждевременного выхода трубки из строя.
- Быстрый нагрев или охлаждение → термоудар и трещина → скорость 10-15°C/мин в обе стороны.
- Жёсткое защемление обоих концов → продольное напряжение при расширении → фиксировать один конец, второй оставить подвижным.
- Монтаж без керамических заглушек → перегрев уплотнений фланца → закрывать торцы заглушками.
- Грязная поверхность или работа голыми руками → центры кристобализации → очистка до прогрева и перчатки.
- Перегрев торцов у фланца → разрушение узла и уплотнений → зазор до нагревателей и защита торцов.
- Выдержка дольше 3 часов при 1200°C → ускоренное расстекловывание → дробить процесс на циклы.
Итоговая таблица режима и чеклист монтажа

Итоговый чеклист для безопасного монтажа и прогрева кварцевой трубки
Монтаж и прогрев кварцевых трубок опираются на несколько числовых параметров, сведённых в таблицу. Термостойкость и работа со средами проверяются по ГОСТ 8680-58.
| Параметр | Значение |
|---|---|
| Рабочая температура | до 1200°C |
| Размягчение | 1550°C |
| Скорость нагрева/охлаждения | 10-15°C/мин |
| Выдержка при 1200°C | не более 3 ч подряд |
| ТКЛР | 5.5×10⁻⁷ K⁻¹ |
| Плотность | 2.20 г/см³ |
| Термостойкость (ГОСТ 8680-58) | 15 циклов 800°C → вода 20±2°C (стенка ≤2.5 мм) |
| Работа со средами (ГОСТ 8680-58) | кислые/нейтральные до 1000°C |
Чеклист перед пуском:
- трубка осмотрена на сколы и трещины, дефектов нет;
- поверхность очищена и высушена, монтаж вёлся в перчатках;
- установка горизонтальна, без перекосов и опоры на нагреватели;
- торцы закрыты керамическими заглушками, выдержан зазор до нагревателей;
- зафиксирован один конец, второй свободен для расширения;
- задан ступенчатый профиль 10-15°C/мин на нагрев и охлаждение.
Частые вопросы (FAQ)
Как установить кварцевую трубку в печь?
Трубку укладывают строго горизонтально по оси печи, без перекосов и опоры на нагреватели. Торцы закрывают керамическими заглушками, между стенкой и нагревательными элементами выдерживают зазор. Жёстко фиксируют только один конец, второй оставляют подвижным для термического расширения.
С какой скоростью нагревать кварцевую трубку?
Безопасная скорость нагрева и охлаждения кварцевой трубки составляет 10-15°C/мин. Превышение создаёт градиент температуры по толщине стенки и растягивающие напряжения, которые ведут к трещине. Толстостенные трубки большого диаметра греют по нижней границе диапазона.
Нужно ли прогревать новую кварцевую трубку?
Да, первый прогрев обязателен. Он снимает остаточные напряжения после формовки и удаляет адсорбированные газы с поверхности. Прогрев ведут ступенчато со скоростью 10-15°C/мин, с выдержками на промежуточных ступенях, например 200°C и 600°C, перед выходом на рабочую температуру.
Почему кварцевая трубка треснула при нагреве?
Чаще всего причина в термоударе от слишком быстрого нагрева или охлаждения. Второй по частоте источник, жёсткое защемление обоих концов, ломает расширяющуюся трубку продольным напряжением. Реже трещину даёт исходный скол или царапина, которая работает концентратором напряжений.
Какую температуру выдерживает кварцевая трубка?
Рабочая температура кварцевого стекла доходит до 1200°C, размягчение наступает при 1550°C. При 1200°C трубку держат под нагрузкой не дольше 3 часов подряд, чтобы ограничить расстекловывание. По ГОСТ 8680-58 материал работает в кислых и нейтральных средах до 1000°C.
Можно ли быстро охлаждать кварцевую трубку?
Нет. Быстрое охлаждение создаёт те же растягивающие напряжения, что и быстрый нагрев, и трубка трескается. Горячую трубку нельзя вынимать из печи или обдувать; охлаждение ведут со скоростью 10-15°C/мин до безопасной температуры.
Как избежать помутнения (кристобализации) трубки?
Помутнение начинается на поверхности из-за примесей: щелочей, железа, ржавчины, натрия с кожи рук. Они запускают перестройку аморфного SiO₂ в кристаллический кристобалит. Поверхность очищают до прогрева и работают в перчатках, избегая контакта с металлом. Для долгих задач выше 1050°C выбирают марку с содержанием OH ниже 30 ppm, поскольку избыток гидроксила ускоряет рост кристобалита на 30-45%.
Правильный монтаж и прогрев кварцевых трубок продлевают ресурс изделия в разы и снимают большинство причин преждевременного разрушения. Кварц-Пром производит кварцевые трубки Ø10-300 мм длиной до 3000 мм, изготовление по чертежам, подбор материала с консультацией технолога и контроль качества каждой партии. Работаем с 2004 года. Каталог кварцевых трубок.
Есть вопросы? Свяжитесь с нами!
Балаклавский проспект, 24, к. 1, оф. 1/1 Главный офис

